x
OLIVER MACHINERY
RESTORATION GUIDE
This
section is provided as a set of guidelines for the restoration
of vintage woodworking machinery. This section is solely intended
for mechanical operation and cosmetic accuracy. There is no intent
to provide any information on safety for these machines, nor
is there any instruction given as to the safe use of the machines.
It is not implied that restoration will make any machine suitable
for safe operation. The author assumes no liability, written,
implied or otherwise for any of the following information or
responsibility for results achieved as a result of the following
information.
Special thanks to Dave Pollak
from Creative Woodcraft in Dover, NJ. Dave's insightful writing
on machine restoration in Dana Batory's book on Vintage Woodworking
Machinery served as the guideline for this section and provided
many of the tips you will read below.
Vintage Woodworking
Machinery by Dana Batory is available from Astragal Press. |

|
Before you buy any machine, you should
spend a good deal of time familiarizing yourself with the going
rate of such a machine. Once you have done your price research,
you are better armed to make a good deal for yourself. Remember,
negotiation is 80% preparation and 20% negotiation.
Once the machine is found and before
you buy it, there should be some routine checks performed. Following
is a checklist of things to look for when purchasing used machines.
1. Ask the owner of the machine how it
runs and if they maintained it. When possible, run it yourself.
2. If you are able to see the machine running,
close your eyes, put a hand on the machine, and listen and feel
for anything that might indicate a problem such as vibration,
squeals, or other odd noises. Remember that old machines were
made with much more cast iron than modern machines. Cast iron
absorbs vibration, so if something is vibrating or shaking, something
is wrong.
3. It is also necessary to check the phase
and voltage of a machine. Many old industrial machines ran on
high voltage (440 and up) and were 3 or even 2 phase. The replacement
of a motor can be very costly, so check this out first. If the
motor needs to be replaced, this should be part of your consideration
of value.
4. With the machine disconnected from its
source of electricity, grab the arbor or spindle that does the
cutting and pull it laterally. There should be no play in these
parts. If there is, there is a bearing problem or some other
wear problem.
5. To further check for runout, it is best
to bring a dial indicator with a magnetic base. Set the indicator
and run the probe just against the arbor, spindle, or cutterhead
while turning it by hand. If there is more than .005" runout
on table saws, shapers, jointers, and planers, this could start
to give a less than perfect cut. Sanding type machines can sustain
larger degrees of runout as they are cutting with abrasives and
generally running at lower speeds. Generally, .010-.015 is acceptable
for disc sanders and spindle sanders. These problems are usually
bearing problems and should be negotiated from the price if all
other things are in generally good condition. Remember that the
bearings could be bad even if there is no runout. Usually, bearings
that exhibit a large degree of noise will generally need replacing.
One good way to hear a bad bearing is, with the machine running,
to bring a large screwdriver and place the driver end on the
casting where the bearing is held. Put the other end of the screwdriver
up to your ear and listen. This haphazard stethoscope will allow
you hear a bad, improperly lubricated, or dirty bearing. Even
better is to obtain a stethoscope from a doctor friend and listen
to the bearings that way. After you hear a few bearings, you
will easily tell the difference between a bad bearing and one
that runs smoothly. Once again, you have the best chance of negotiating
a good deal if you have shopped around, seen a few machines and
understand the general pricing structure.
6. Bring a flashlight to check the undersides
and insides of machines. Dust off the sawdust and pitch and look
for and cracks in the castings or missing parts. Look for signs
of lubrication, and signs that would suggest that lubrication
was leaking from the machine.
7. Obvious site inspection will determine
if there are rusted parts and how bad the rust is. Surface rust
can be sanded and treated with naval jelly to virtually remove
it. Signs of deeper pits from rust may suggest that a certain
part or parts will need to be surface ground or Blanchard ground.
8. Bring a straight edge to check the cast
iron tables for warpage or twisting. On some machines, warped
tables are completely unacceptable such as jointers and planers.
Slight warpage will not affect most table saw operations, and
even moderate warpage will not usually affect most disc or spindle
sander operations. However, warpage that must be corrected can
usually be done for little money at a Blanchard grinder. The
only thing to look out for is if there are number or angle graduations
etched into the top of the tables. These would be virtually lost
in any type of grinding operations. Sources are provided for
grinding in the Sources section.
9. If possible, it is best to obtain some
information from the machine maker. If the company is no longer
in business, there are usually other collectors around that can
provide you with a complete manual or even some photos. Once
you have obtained a manual or some other information about the
machine you are about to buy, you can now determine which, if
any, parts are missing from the machine. Missing parts are another
way to negotiate a better price for a machine. I will not buy
the machine if too many parts are missing unless it's a "can't
walk away deal". A source for old manuals is provided in
the Sources section.
10. When possible, it is always helpful
to know where the machine was used while it was in service. For
example, machines that were used in production operations, or
even worse, in saw mills, will generally have seen more abuse
than a comparable machine that was used exclusively by a patternmaker,
or even a school. School machines tend to have the lowest hours
of usage, even though they tend to sustain a bit more abuse by
misuse.
11. Remember one last thing about buying
used equipment. In most cases, you will get the electricals,
dust hook ups, and many times, knives, blades, or cutters for
that machine. These items will generally be given as part of
the deal, making a better deal for the buyer. Peripheral parts
are another thing to take into consideration when negotiating
price.
Old
machines can be found in many different places. Other woodworking
companies, auctions, want ads, newspapers, antique stores, the
Internet, schools, or any other association that brings woodworkers
together. Occasionally, a woodworking company will buy a lot
of an auction that will contain one item they want, and several
that they don't. They will then sell off the undesirables, which
may be very desirable to someone else.
Once
a machine is acquired, its time to start assessing what is going
to be needed to get the machine back into perfect working order.
The first step I take is to make a list of missing parts or handles.
Many comparable parts are available from several national suppliers,
which I provide in the Source section. Additionally, many
machine makers are still in business producing parts, if the
part is not available from the machine maker, or from a catalogue,
the next step is to determine approximately what the part looked
like and have one custom made by a machinist.
|
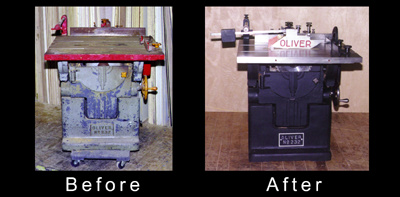
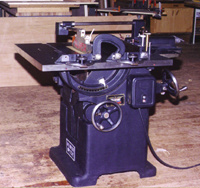
 In the case
of the Oliver 232 table saw shown in this article, the saw was
acquired for free from a local closed school, so there was no
debate on whether to take it. There was however, a list made
of missing parts. In this case, two pins that locate the rip
fence on the table, one knob that locks the rip fence to the
table, one knob that locks the rack and pinion gear that moves
the fence in and out, and one knob that locks the fence in the
set place. In the case
of the Oliver 232 table saw shown in this article, the saw was
acquired for free from a local closed school, so there was no
debate on whether to take it. There was however, a list made
of missing parts. In this case, two pins that locate the rip
fence on the table, one knob that locks the rip fence to the
table, one knob that locks the rack and pinion gear that moves
the fence in and out, and one knob that locks the fence in the
set place. |
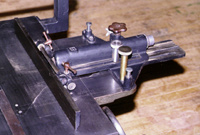 The pins were
obtained directly from Oliver, the table-locking knob and the
rack and pinion locking knob were available from a supplier,
and the fence-locking knob was custom made. The assessment of
missing parts is always the first step to restoration because
the parts will be ordered and on their way to you while you are
working on the machine. The pins were
obtained directly from Oliver, the table-locking knob and the
rack and pinion locking knob were available from a supplier,
and the fence-locking knob was custom made. The assessment of
missing parts is always the first step to restoration because
the parts will be ordered and on their way to you while you are
working on the machine. |
Based
on the initial check process, if it is determined that there
is a problem with the machine's, motor or bearings, now is the
time to investigate further. If the motor does not run, it is
best to replace it or repair it at this time. With a working
motor, it can be determined what other parts need work. You can
determine bearing problems, vibrations, and other needs when
the machine is running.
If the bearings need replacement, there
are several sources for purchasing new bearings. You can undertake
the bearing replacement yourself because the motor will dismantle
in the same logical fashion that the rest of the machine does.
Or you can take it to a machine or motor shop.
Other vibrations will be cured by re-tightening
all bolts and fasteners on the machine when the machine is re-assembled
after restoration.
|
 Dismantling Dismantling
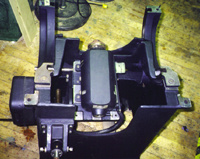
The
next step is to completely dismantle the machine. For this process
it is important to stop and observe the area being dismantled
before attempting to take it apart. While studying the assembly
sequence, it is also a good idea to take some close up photos
of the area being worked on. Particularly if the area contains
many small parts that have an obvious order in which they need
to be disassembled and re-assembled. This will greatly help the
process of re-assembly allowing you to see exactly how everything
was originally put together. A little bit of time here will save
a lot of time later. It is strongly recommended that photos be
taken and accurately labeled during disassembly.
|
|
 Remember that
there will be many small pins and screws involved in the dismantling
of a machine. Many times these pins and screws will be hidden
by sawdust that has accumulated in them over the years. It is
therefore very important to look carefully at the way the machine
was assembled. If a particular area of the machine does not want
to come apart easily, chances are that there is a pin or set
screw holding it, that may be hidden. Before using force to take
it apart, check it fully. When it was built, the machine went
together in a logical production sequence. It will come apart
easily if the reverse sequence is used. Be patient during this
process and remember that the pieces should slide apart and back
together easily, especially when they are clean and oiled. Remember that
there will be many small pins and screws involved in the dismantling
of a machine. Many times these pins and screws will be hidden
by sawdust that has accumulated in them over the years. It is
therefore very important to look carefully at the way the machine
was assembled. If a particular area of the machine does not want
to come apart easily, chances are that there is a pin or set
screw holding it, that may be hidden. Before using force to take
it apart, check it fully. When it was built, the machine went
together in a logical production sequence. It will come apart
easily if the reverse sequence is used. Be patient during this
process and remember that the pieces should slide apart and back
together easily, especially when they are clean and oiled.
If parts are stuck or screws won't loosen
easily, it's a good idea to use a commercial rust dissolver like
Liquid Wrench or Kroil. If the parts are completely soaked and
left overnight, they should be loose the next day. It is also
possible to loosen parts with the application of heat, but this
is only in severe instances.
|
|
 Removing Rust Removing Rust
This
machine was exposed to water damage and was rusted in every area.
The table top was severely rusted but did not contain pits. The
paint on the saw was completely peeling and the undercoating
was also peeling.
|
 The surfaces
such as the top which do not require painting can be most efficiently
reconditioned by sanding with 220 grit abrasives on a random
orbital sander. Here the left side of the table is free from
rust and the right side is being sanded. Once the initial rust
is removed, I then sand with 320 and 400 grit. Then a coat of
naval jelly is applied to remove any other rust and to give the
surface a new appearance. To finish it off, I rub the whole top
with steel wool and past wax . The surfaces
such as the top which do not require painting can be most efficiently
reconditioned by sanding with 220 grit abrasives on a random
orbital sander. Here the left side of the table is free from
rust and the right side is being sanded. Once the initial rust
is removed, I then sand with 320 and 400 grit. Then a coat of
naval jelly is applied to remove any other rust and to give the
surface a new appearance. To finish it off, I rub the whole top
with steel wool and past wax . |
|
 Stripping the Paint Stripping the Paint
It
is necessary to completely clean the parts and remove the paint
prior to painting and re-assembly. The first step is to label
the dismantled parts, by grouping them to a specific area of
the machine, in small, labeled boxes, or coffee cans. When the
parts are grouped, you can then set about stripping each set
of parts. The stripping process is most easily accomplished by
setting up a five-gallon bucket filled with about three gallons
of lacquer thinner. Most small to medium sized parts will fit
into a coffee can which can then be completely submerged in the
thinner bucket. This will also help to keep the parts organized.
Larger parts do not need top go into coffee cans. It is recommended
to leave the machine parts immersed in the lacquer thinner for
at least 24 hours. The longer the parts stay in the thinner,
the easier the layers of old paint will be removed.
After the parts have had 24 hours in the
solvent, they can be removed and brushed with a fine copper or
brass brush. Be sure that the brush is not steel as it could
damage some of the fine threads on screws and such. Make sure
to wear thick solvent resistant gloves and goggles for this process
as thinner will splash. It is helpful to dip the brush into the
thinner to take off any remaining bits of paint.
|
|
 Once the parts
are fee from all paint, they can be dried, blown off with compressed
air, and placed back into their labeled boxes. The next step
is to prepare the major large parts for paint. These parts do
not need to be completely stripped of their paint, however, some
work is recommended. Once the parts
are fee from all paint, they can be dried, blown off with compressed
air, and placed back into their labeled boxes. The next step
is to prepare the major large parts for paint. These parts do
not need to be completely stripped of their paint, however, some
work is recommended.
The first step is to remove any loose paint.
This may be done by hand, or with a stripping machine that goes
on the end of a hand held drill. You can also use a rotary wire
brush in a drill. This item may be purchased from your local
paint store. After the loose paint is removed, the next step
is to wipe the castings down with lacquer thinner and let dry.
Once all parts are dry, the painting process can begin.
|
|
 Cleaning Cleaning
The
cleaning of the parts is perhaps the most important step in insuring
that your machine will go back together with ease and operate
smoothly. All surfaces that have been machined need to be cleaned
thoroughly. A machined surface is any surface that is flat and
smooth and does not have the "rough" surface texture
of the other cast areas. Any part that mates with another part
will be machined. These machined areas can be easily cleaned
and brought back to their original condition by using an abrasive
rubber block. The abrasive block is silicone carbide grit suspended
in a hard rubber block. As the block wears, it is constantly
exposing new abrasive surfaces. These blocks can also be cut
with a razor and shaped to fit odd areas in the castings. They
are available in several grits. The surface should be finished
with the finest grit block. (See Sources area) The cleaned
machined areas should not be painted. They must be carefully
masked off before painting.
The masking should be accomplished with
removable masking tape and paper. It is easiest to tape off large
areas, rub the tape down hard, and then cut back the unwanted
portion with a sharp "Exacto" knife or scalpel. This
will leave a sharp delineation where the paint will stay.
One of the most important areas in my opinion
is the manufacturer's nameplate indicating the model, serial
number and place of manufacture. Although this plate has no bearing
on the performance of the machine, and restoration is strictly
optional, many of these old logos are very attractive and give
the machine its vintage feeling. These plates should be treated
with the utmost care in the cleaning and restoration. Usually,
the plate will not be removable as they were riveted on and removal
would cause damage to the plate.
The nameplate should be carefully cleaned.
Any missing paint within the logo can be hand painted back in
and then any raised areas can be polished with the fine abrasive
block. Once the plate is cleaned and painted, it should be coated
with clear lacquer to preserve its appearance.
|
|
 Painting Painting
Usually,
I like to try to find out what the original paint color was on
the machine the day it was produced. This is often possible by
looking at the underside of a machine where someone may have
missed when they were applying a new coat color of their choice.
If the machine was painted thoroughly, and no old color can be
seen, then the best way is to try to see what the last color
was that came off during the stripping process. Many of the old
machines used dark colors such as gray, green, graphite, or black.
When the old color is determined, you can
go hunting at the paint store for something close. A paint that
is formulated for use on metal in industrial applications is
best. Spray cans work best and are convenient and dry fast. However,
if you choose to match the original color exactly, you can bring
a small chip of the paint to the paint store and have them mix
up a color. This will obviously be a brushed on color or put
into a cup gun as opposed to aerosol spray, but the choice is
yours. It's best to give the machine three coats of heavy paint
to offer it strong protection from chipping and rust.
|
|
 Reassembly Reassembly
After
the entire machine has been cleaned and painted, the masking
tape can be removed. Be careful to get all of the tape off. Sometime
when the tape is painted, it's hard to detect. Once the tape
is all off, I usually take all of the major machine parts and
begin to reassemble. Anywhere there are two parts touching should
get well oiled. It will make the machine go together easier and
function more smoothly. When the large parts are together, you
can begin to assemble the smaller components. This is where the
photos taken before disassembly come in very handy. You will
be glad you shot them.
Be sure to oil all of the screws before
putting any of them into their holes, and oil all machine ways
and gears. Anywhere metal touches metal should have oil. Also
make sure that the grease fittings are packed with clean new
grease.
|
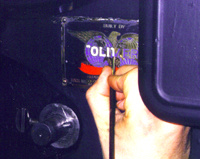
 After the entire
machine is painted and reassembled, I will do the final steps
of the restoration which is the hand painting on the nameplates.
In this case I have made a rubber stamp out of soft rubber about
3/16" thick to use as a blotter to apply paint to raised
letter areas. After the entire
machine is painted and reassembled, I will do the final steps
of the restoration which is the hand painting on the nameplates.
In this case I have made a rubber stamp out of soft rubber about
3/16" thick to use as a blotter to apply paint to raised
letter areas. |
 This restoration
work on the nameplates is my favorite part of the process. This
is a place to take your time. Neat work here will make the machine
look great and a machine that looks good, will be treated with
respect by the people who use it. This restoration
work on the nameplates is my favorite part of the process. This
is a place to take your time. Neat work here will make the machine
look great and a machine that looks good, will be treated with
respect by the people who use it. |
 This is a detailed
look at the finished Oliver nameplate and blade tilting scale,
before the handle for raising the blade is put back in place. This is a detailed
look at the finished Oliver nameplate and blade tilting scale,
before the handle for raising the blade is put back in place. |
Enjoy
the finished machine!
|
Handles, knobs, machine screws, etc.
MSC Industrial Supply Co.
753 Boulevard
Kenilworth, NJ 07033
(800) 288-7270
McMaster-Carr Supply Co.
P.O.Box 440
New Brunswick, New Jersey
(732) 329-3200
Blanchard Grinding
H&C Grinding
Moonachie, NJ
(201) 438-8673
Bearings
Kaman Bearings
502 Bloy St.
Hillside, NJ 07205
(973) 526-2665
Power In Motion
16A Montesano Rd.
Fairfield, NJ 07004
(973) 244-0101
Silicone Carbide Abrasive Blocks
Garrett Wade Tool Co.
161 Avenue of the Americas
NY, NY 10013
(800) 221-2942
Oliver Brand Parts
Mr. Rich Fink
1025 Clancy Avenue N.E.
Grand Rapids, MI 49503-1082
(800) 253-8108
|
|